

Milled putters. The term is often leveraged to imply some element of credibility or superior craftsmanship within the putter world. OEM taglines are littered with self-proclaimed superlatives…”premium, perfectly balanced, state of the art…” And as is often the case, a premium story is often coupled with steep, bordering on extravagant, price tags. Many OTR (off-the-rack) milled putters push the $400 threshold while custom, one-off, prototypes and limited-edition collectible milled putters can quickly push north of $1K.
But what does it really cost to make a putter?
So, MyGolfSpy did some digging to ascertain exactly where does your money go when it becomes time to reload the ol’ flatstick because as Craig Stadler noted, sometimes “The last one didn’t float too well.”
MILLED

An unfinished, one-piece milled Anser style head from a first-tier milling operation will run $60-$75 per unit. Most begin with a billet of 303 stainless steel. The “303” version of stainless steel was developed specifically for use in milling and machining operations. As a point of reference, a 12-lb billet block can produce two, one-piece putters. Should a putter require separately milled pieces (e.g., neck and head) which then must be welded together, production costs can increase by $15-$30 depending on how much additional raw material and labor time is required. That said, a basic, one-piece milled head which doesn’t require copious amounts of engraving or intricate milling operations, will typically fall into the bottom half of this range.
Carbon steel is a natively softer metal than 303 stainless, and though the raw material cost is less than half that of stainless steel, the lack of chromium makes it more prone to rust, and thus it requires certain finishes which bump the cost back up to roughly the equivalent of a basic 303 stainless steel head.
The most expensive putters to mill are those with multiple materials, intricate designs (including milled or machined grooves and face inserts) and adjustable weights. For example, interchangeable tungsten weights increase the cost by $4-$5 per weight. Assuming a design calls for the full complement of options, the per unit cost could exceed the aforementioned $75 threshold, though it wouldn’t be representative of the majority of milled putters consumers see on the floor at the local big box store or green grass account. Most OEMs are looking to minimize costs of production, not increase them.
The $60-$75 range factors in larger production runs which take advantage of economies of scale but does not account for polishing, plating or other work which must be done by hand (stamping, paintfill, buffing) to finish the putter. While each of these steps varies in cost, it’s rare for more than $15-$20 to the baseline production cost. Toss in those separately milled pieces (body, neck, inserts) and per unit costs could reach as high as $120-$130, though this is rare for most mass-produced models.
SIDEBAR
As stated, the sole purpose of 303 stainless steel is to produce milled and machined parts and products. Its element structure doesn’t vary based on where the steel is manufactured or milled. To that end, the notion of a geographically superior product (GSS or German Stainless Steel) is what one industry insider told me is “more a (Scotty) marketing thing than anything else.” Point being, labels like “GSS” and “DASS” (the proprietary process used by Bettinardi) describe a heat-treatment process, where the steel is heated and cooled several times to create a tighter grain structure and purportedly a softer feel – but fundamentally, it’s still 303 stainless steel. The degree to which an OEM can make a stainless putter feel softer relies upon the assumption that a softer stainless steel putter is preferable to consumers and they are willing to pay a pretty steep premium for this process. It’s also worth noting, several individuals inside the industry with whom I spoke offered the following assertions – “there are much cheaper ways (than heat treatment processes) to make a stainless putter feel soft” and “carbon steel is the preferred material if you want to make a putter feel softer than stainless, but it doesn’t have the same marketing buzz.” Caveat Emptor.
CAST et al.
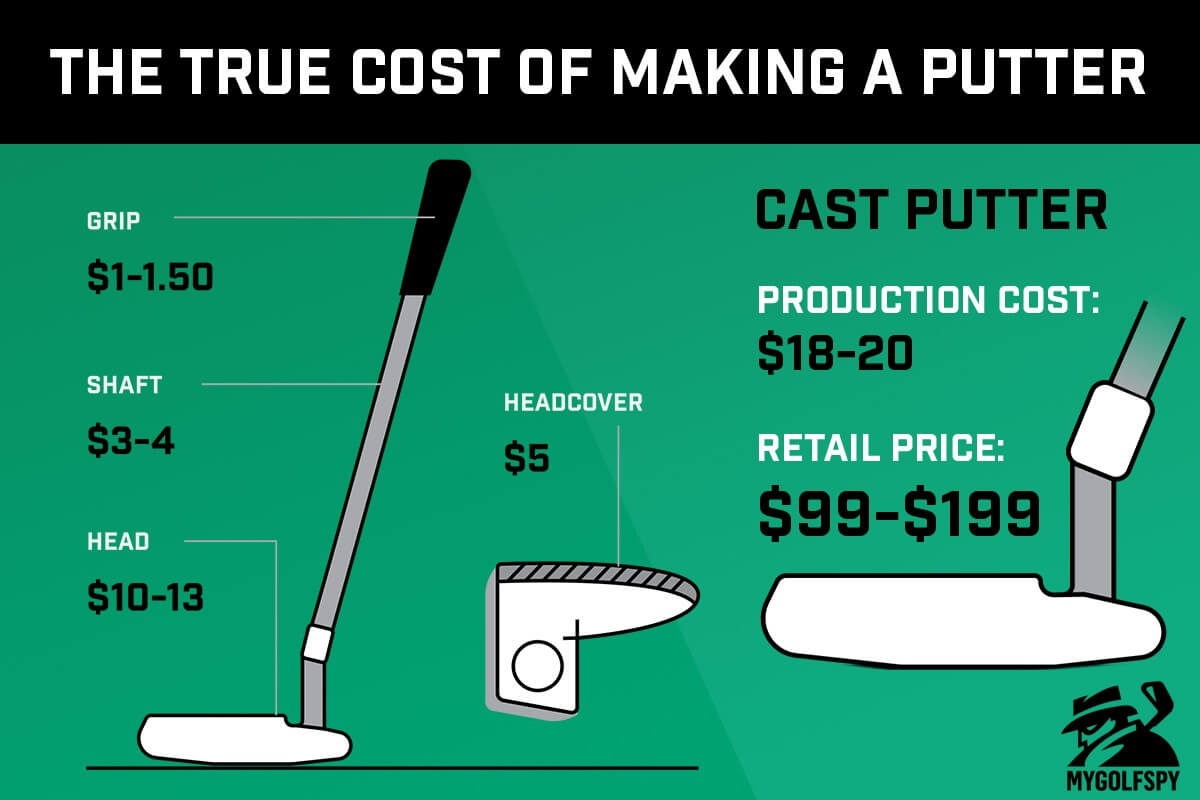
Milling is the most expensive way to produce a putter, but it doesn’t unequivocally lead to better performance. Many OEMs also cast putters or use a combination of milled/machined components along with a cast head. The chief benefit of a cast putter, from a production standpoint, is cost. The same Anser style head which costs $60-$75 to mill barely reaches double digits ($10-$13) as a cast product. Additionally, because many consumers may see a milled face on top of a cast body (referred to as skim milling), it’s easy to assume the entire putter is milled, when in fact it’s not. It’s effectively the difference between a solid cherry armoire and one constructed from composite wood and finished with cherry veneers.
Skim-milling adds roughly $5 to the overall cost, bringing the total raw cost for a cast putter with skim-milled face to approximately $18.
Shaft, Grip, Etc.
The shaft ($3-$4), grip ($1-$1.50) and headcover ($5) add an additional $9-$10.50 to the final cost of each putter. Again, costs can vary based on the grip material (rubber, leather), headcover quality (velcro vs. magnet closure) and the size of the production run.
- Sum total for the raw production cost of a one-piece milled putter: $84-$105.50
- Sum total for the raw production cost of a cast putter: $19-$23.50
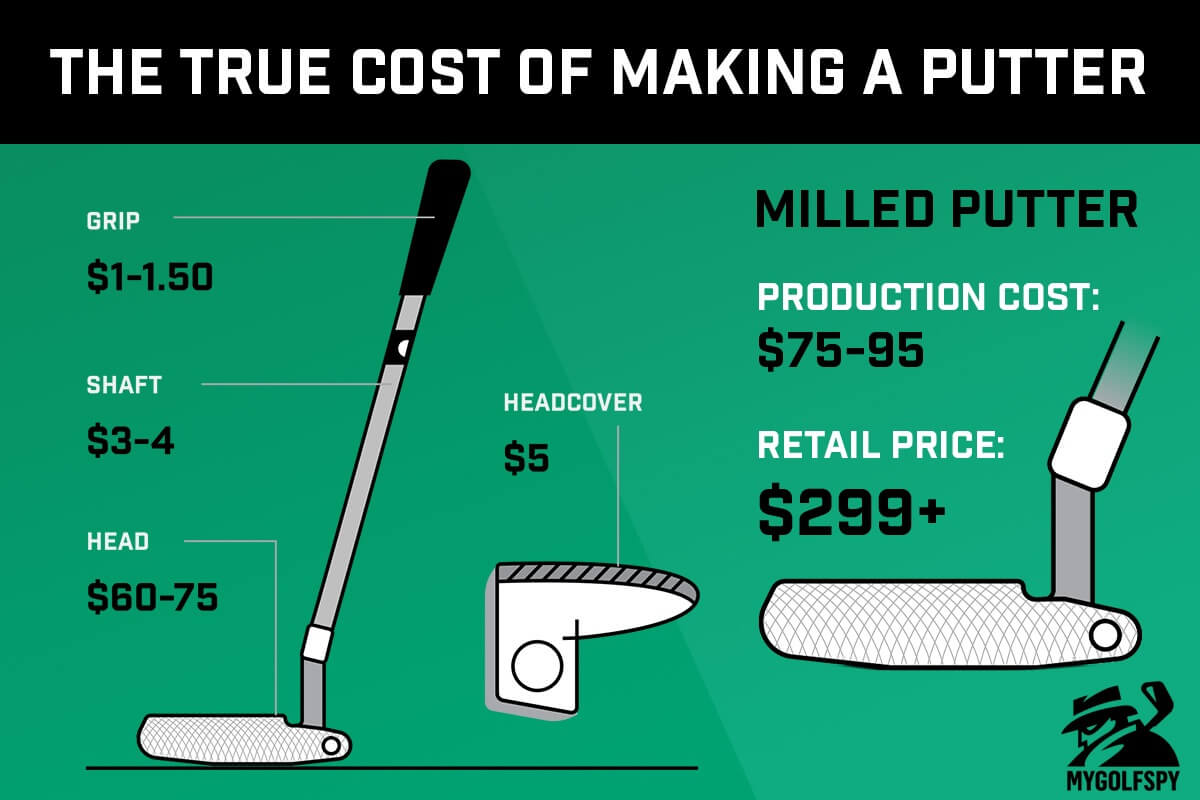
Many putters carry an MSRP of roughly 4X the raw production cost.
Additional CONSIDERATIONS
At times, OEMs might offer a limited run of putters made from brass, copper, Damascus or other exotic materials. Production costs in these scenarios can vary widely, and it would be entirely speculative to try and include such situations in this analysis.
The way a putter feels and performs has little, if any, correlation to production cost. Milled putters are the most expensive to produce and thus far our testing shows no evidence that putters which cost more to manufacture perform any better than those which cost less to produce.
Furthermore, how a putter feels is entirely subjective and is impacted by each factor present in a putting stroke. These factors include, but are not limited to type and depth of face milling (including grooves), face thickness, overall putter geometry, type of face insert, total putter weight and the golf ball.
Because of this is far too simplistic to suggest that any type of metal or putter composition is preferable to any other, from a performance standpoint.
Putters with labels such as Limited, Prototype, and Tour Only, whether available at retail or on the secondary market, can fetch 2x to 10x the cost of a standard, OTR putter. In general, limited runs of a particular model require a separate milling time or series of finishing processes, which does serve to increase the production cost, albeit marginally. The substantially higher price tag on such putters benefits the OEM to near exclusion.
Necessary Disclaimer: Costs referenced are not intended to be exact, and while each OEM will vary within the ranges suggested, the numbers are representative of typical production costs across the industry.
Does this information surprise you? What’s your take? What should we look into next?









Brian
6 years ago
This should be more relevant with the new KS1 putter. I wonder if Costco is simply choosing to make less profit margin hoping on a higher volume of sales.